
鑄鐵平臺的檢驗標準和調試方法
發布時間:2019-10-23 作者:昌新量具 來源:昌新量具 點擊:3311
鑄鐵平臺的檢驗標準:用涂色法檢驗。0級1級平板平臺在每邊為25㎜平方的范圍內不少于25點。2級平板平臺在每邊為25㎜平方的范圍內不少于20點。3級平板平臺在每邊為25㎜平方的范圍內不少于12點。鑄鐵檢驗平臺工作表面不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。工作表面不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各種鑄造表面應 型砂、且表面平整,涂漆牢固。各棱邊應修鈍。鑄鐵檢驗平臺在精度等級低于”00″級的平臺工作面上,對于直徑小于15mm的砂孔允許用相同的材料堵塞,其硬度應低于周圍材料的硬度。在工作面上堵塞的部位應不多于四處,其相互之間的距離應不小于80mm。
鑄鐵平臺調試方法:
1.將平臺平放于地面,手感調整四角穩定性,微調活動地腳,直到穩定。
2.將平板放置在支架上,調整其支點位置,盡量接近中心對稱。
3.初調各支腳,使各支點均勻受力。
4.用水平測量儀器(水平尺或電子水平儀)檢測平板水平狀況、微調相關支點,直到符合水平位置。
5.初調合格后,靜置12小時后,進行復制,如不合格需進行再次調整,如合格方可使用。
6.使用后根據實際實地環境周期性檢測維護。
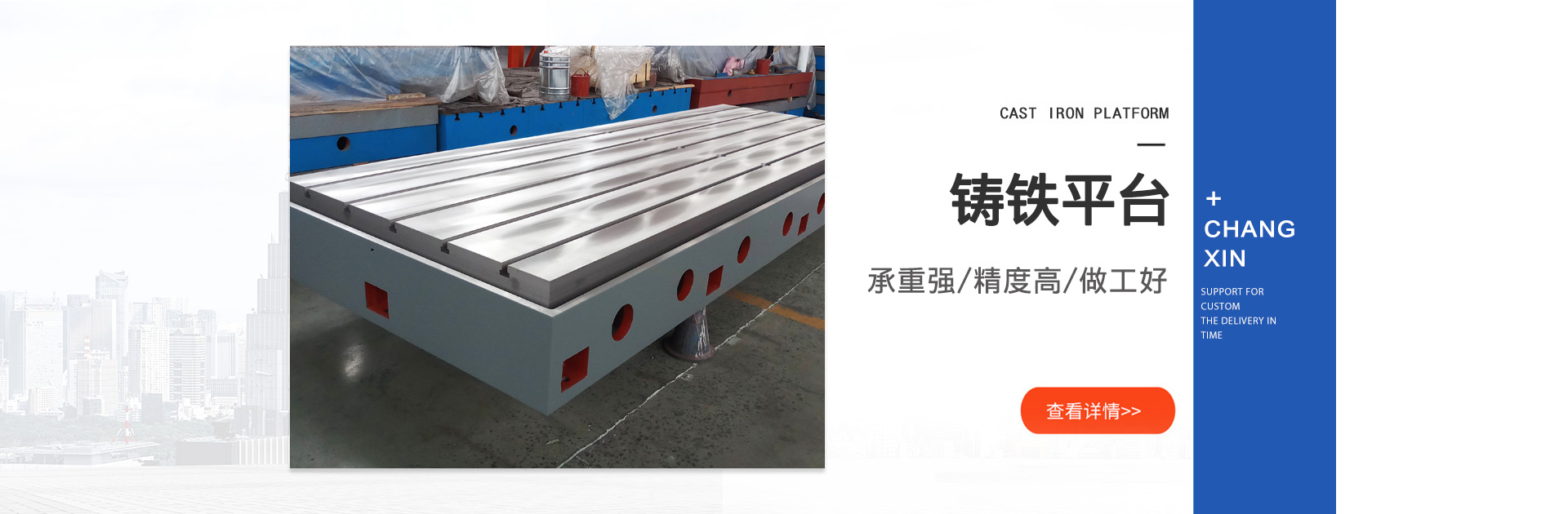
試驗用鑄鐵平臺系列形狀結構各式各樣,不盡相同,基本上就是使用者設計定做,使用者對她的稱謂也不盡相同,比如:試驗平臺、試驗臺底板、鐵底板、鐵地板、試驗臺鐵底板、試驗臺鐵地板、試驗臺底座、試驗臺架底座、臺架試驗底板等等,試驗項目也很多,如振動試驗、跑合試驗、拉力試驗、疲勞壽命試驗、靜載試驗、動載試驗、電機試驗平臺等,材料基本就是HT250高強度鑄鐵,然后由精密機床或者數控龍門銑床進行加工,對T型槽、定位孔、銷孔要求精度較高,加工比較復雜,難度系數較高。
鑄鐵平臺機床墊板、模具墊板、發動機測功機試驗臺、發動機、內燃機試驗臺、鑄鐵基座板、臺架、落地鏜銑床輔助平臺、各類動力機械試驗臺產品,組裝平臺和焊接平臺,組合拼裝T型槽平板,檢驗、劃線裝配、鉚焊、工裝用平板,鏜銑床等工作臺,三座標儀平板,模具墊板,實驗室基礎平板,槽鐵(地軌)墊箱。平板制成筋板式和箱體式,工作面有長方形、正方形或圓形。工作面采用刮削工藝,工作面上可加工V形、T形、U形槽和圓孔、長孔等。材質為(HT200~300). 經過兩次時效處理(人工時效及自然時效2~3年).使該產品的精度穩定而抗磨性好.
鑄鐵平臺用于檢查零件的尺寸精度或形位偏差,并作劃線,適用于各種檢驗工作,高精度測量的基準平面。檢驗平臺在使用時要*行安裝調試,然后把檢驗平臺的工作面清理干凈,在確認沒有問題的情況下使用,使用過程中,要注意避免工件和平板的工作面有過激的碰撞,防止損壞檢驗平臺的工作面;工件的重量不能超過檢驗平臺的額定載荷,否則會造成工作質量降低,損壞平板的結構,甚至會造成平板變形,使之無法使用。
- 上一篇:影響大型機床鑄件質量的因素有哪些
- 下一篇:沒有了!