
鑄鐵平臺的用途和調試方法
發布時間:2019-10-30 作者:昌新量具 來源:昌新量具 點擊:2857
鑄鐵平臺的用途和調試方法
對用鑄鐵平臺的這些用途,我們能知道對鑄鐵平臺的精度有很好的要求。然而,主要的要求點在于鑄鐵平臺的精度上,但不管是制造鑄鐵平臺采用的原材料還是制造工藝,密度低是所有鑄鐵平臺都普遍存在的缺點,鐵制品的密度低會降低強度和硬度,提高產品的可塑性,所以說放置、使用鑄鐵平臺時如果稍不留意會使其變形,影響其測量精度。要想解決鑄鐵平臺的密度問題,這需要從根本抓起。我們不得不在爐內煉化鑄鐵平臺時需要注意的細節,通過制做方面的介紹來有效的解決疑難的問題。
用涂色法檢驗。0級1級平板平臺在每邊為25㎜平方的范圍內不少于25點。2級平板平臺在每邊為25㎜平方的范圍內不少于20點。3級平板平臺在每邊為25㎜平方的范圍內不少于12點。鑄鐵檢驗平臺工作表面不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。工作表面不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各種鑄造表面應 型砂、且表面平整,涂漆牢固。各棱邊應修鈍。鑄鐵檢驗平臺在精度等級低于”00″級的平臺工作面上,對于直徑小于15mm的砂孔允許用相同的材料堵塞,其硬度應低于周圍材料的硬度。在工作面上堵塞的部位應不多于四處,其相互之間的距離應不小于80mm。
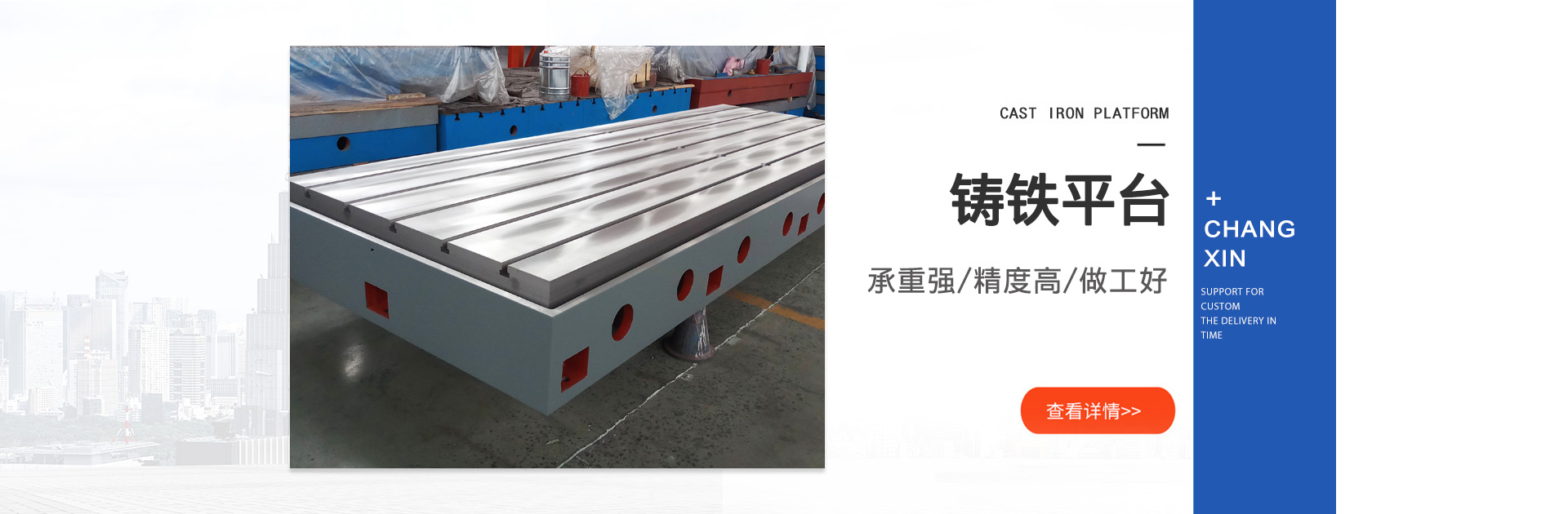
鑄鐵平臺調試方法:
1.將平臺平放于地面,手感調整四角穩定性,微調活動地腳,直到穩定。
2.將平板放置在支架上,調整其支點位置,盡量接近中心對稱。
3.初調各支腳,使各支點均勻受力。
4.用水平測量儀器(水平尺或電子水平儀)檢測平板水平狀況、微調相關支點,直到符合水平位置。
5.初調合格后,靜置12小時后,進行復制,如不合格需進行再次調整,如合格方可使用。
6.使用后根據實際實地環境周期性檢測維護。
鑄鐵平臺在機械加工的時候粗精加工應該分開,這是因為粗加工時,切削量大,工件所受切削力、夾緊力大,發熱量多,以及加工表面有較顯著的加工硬化現象,工件內部存在著較大的內應力,如果粗、粗加工連續進行,則精加工后的零件精度會因為應力的重新分布而很快喪失。對于某些加工精度要求高的零件。在粗加工之后和精加工之前,還應安排低溫退火或時效處理工序來消除內應力。
鑄鐵平臺是其系列產品的總稱,由一系列功能各異的產品組成,其形狀和材質構成大同小異,均為生鐵鑄造加工而成,材質基本是HT200或HT250,按照功能區分為檢驗、劃線、焊接、裝配、鉚焊、測量、試驗用鑄鐵平臺,有時兼具多種功能,作多用途實用,制作工藝復雜、要求嚴格,只有具有多年生產經驗的*生產廠家才能嚴格按照相關標準生產出合格的產品。
- 上一篇:劃線平臺的注意事項和規格
- 下一篇:鑄鐵平臺概述及用途