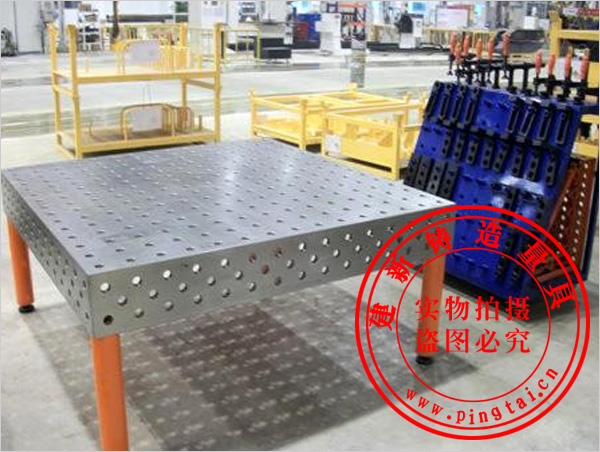

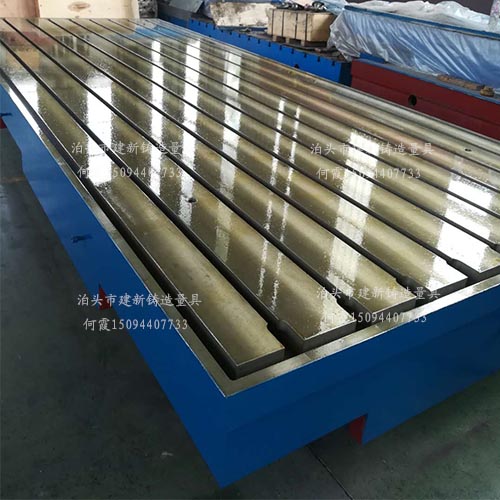
鉗工工作臺的用途:機械裝配、修理工件等
- 簡介:鉗工就是在工作臺進行機械裝配和修理工件,因為常在 鉗工工作臺 上用虎鉗夾持工件操作而得名。鉗工是使用鉗工工具或設備,按技術要求對工件進行加工、修整、裝配的工種。雖然
產品詳細
鉗工就是在工作臺進行機械裝配和修理工件,因為常在鉗工工作臺上用虎鉗夾持工件操作而得名。鉗工是使用鉗工工具或設備,按技術要求對工件進行加工、修整、裝配的工種。雖然機床的發展和普及,雖然逐步使大部分鉗工作業實現了機械化和自動化,但在機械制造過程中鉗工仍是廣泛應用的基本技術,其原因是:①劃線、刮削、研磨和機械裝配等鉗工作業,至今尚無適當的機械化設備可以全部代替;②某些*精密的樣板、模具、量具和配合表面(如導軌面和軸瓦等),仍需要依靠工人的手藝作精密加工;③在單件小批生產、修配工作或缺乏設備條件的情況下,采用鉗工制造某些零件仍是一種經濟實用的方法。
鉗工在機械行業的重要性不言而喻,那么鉗工所使用的劃線平臺,裝配平臺對生產廠家的要求更為嚴格,為了對工件的裝配和測量更準確,鉗工工作臺必須達到以下幾點要求:
1、工作表面不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。
2、工作表面不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各種鑄造表面應清除型砂、且表面平整,涂漆牢固。各棱邊應修鈍。在精度等級低于“00”級的平板工作面上,對直徑小于15mm的砂孔允許用相同的材料堵塞,它的硬度應低于周圍材料的硬度。
3、相對兩個側面上,應設置有安裝手柄、吊環等吊裝設施的螺紋孔或圓柱孔。設計吊裝位置時應考慮盡量減少因吊裝而引起的變動。
4、根據用戶要求,在板工作面上設置螺紋孔或溝槽后,這些部位不應出現高于工作面的凸起現象。
5、應采用*細顆料的灰口鑄鐵或合金鑄鐵制造。
6、工作面的硬度應為HB 170-220。
7、工作面應采用刮削工藝,對于“3”級平板工作面也可以采用刨削工藝,刨削工作表面的表面粗糙度按輪廓算術平均偏差Ra值應不大于5um
8、應經過穩定性處理和去磁。
平時在使用鉗工工作臺時要*行安裝調試。然后,把平板的工作面擦拭干凈,在確認沒有問題的情況下使用,使用過程中,要注意避免工件和平板的工作面有過激的碰撞,防止損壞平板的工作面;工件的重量更不可以超過平板的額定載荷,否則會造成工作質量降低,還有可能損壞平板的結構,甚至會造成平板變形,使之損壞,無法使用。
感謝您訪問我們的網站
如需訂購歡迎來電咨詢:
聯系電話:15127769293
我們將竭誠為您提供讓您滿意的服務!

- 上一篇:三維柔性焊接平臺的誠信廠家
- 下一篇:鑄鐵平臺所使用的主要原材料就是鑄鐵